В настоящее время, согласно действующей практике, при исследовании сигналов, полученных от газового анализа, основной упор делается на определение количественных зависимостей. Определению качественных и структурных изменений в выходных сигналах компонентов газового анализа отводят второстепенную роль, хотя именно они свидетельствуют о достижении системой бифуркационных состояний с последующими, подчас мало прогнозируемыми и слабо изученными, изменениями режимов протекания основных процессов конвертерной плавки. Таким образом, необходимо искать подходы, позволяющие вскрывать первопричины, детерминирующие структурные перестройки в поведении процесса и их влияние на текущее и конечное состояние процесса конвертерной плавки.
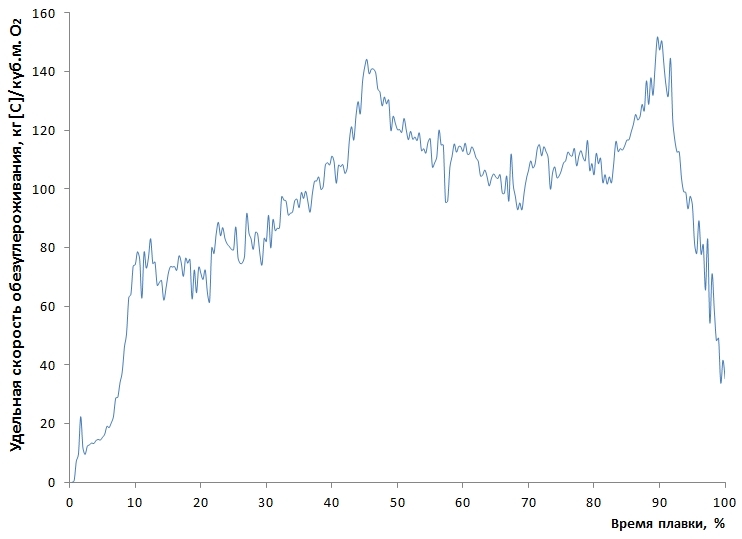
Примерное время на чтение статьи: 20 минут. Определение четырех основных параметров отходящих газов (концентрации СО, СО2, О2 и расхода кислорода дутья) позволяет рассчитать важные характеристики конвертерного процесса: скорость окисления углерода в конверторе, степени использования О2 на окисление углерода и на реакции шлакообразования. Данные характеристики являются наиболее доступными и наглядными источниками информации, с некоторым запозданием свидетельствующими о текущем состоянии конвертерной ванны при продувке ее кислородом, и протекании основных процессов в конверторной ванне. Основной характеристикой процесса обезуглероживания является её удельная величина по интенсивности продувки (рис.1), или с точностью до 7% – степень использования кислорода на окисление углерода [1]: где СО и СО2 – содержание этих компонентов в отходящих газах, %; – интенсивность продувки м3/т стали; k – коэффициент, приводящий к единой размерности физических величин. Технологический смысл этого показателя – количество удаленного углерода на единицу вдуваемого кислорода.
Рис. 1. Кривая удельной скорости обезуглероживания одной из 88 плавок в условиях промышленной эксплуатации 160-ти тонных конвертеров КЦ-1 ОАО «НЛМК»
Для понимания механизмов, генерирующих текущее и конечное состояние процесса конвертерной плавки, использованы методики, основанные на последовательном и параллельном разложении массива кривых газового анализа на составляющие. Последовательное разложение – это разложение временного ряда на некоторые характерные составляющие с выделением типичных характерных участков, определяющих структурные изменения (переломные моменты) в последовательности данных [2]. Выделяемые характерные участки подлежат тщательному анализу и по возможности детальной технологической интерпретации. Отметим, что задача выделения последовательных характерных участков – не формализована и при ее решении приходится опираться на опыт и интуицию исследователя. На практике отдельные характерные участки могут располагаться не только последовательно, но и накладываться друг на друга (рис. 2), например, если в ходе процесса одновременно развивается несколько специфических особенностей в его поведении. В этом случае оказывается целесообразным осуществлять параллельное разложение временного ряда на характерные составляющие с определением границ отдельных характерных участков. Известно, что любую временную последовательность можно разложить на параллельные составляющие с помощью как заранее заданных базисов, в качестве которых выступают, например, ряд Фурье, Тейлора, Макларена, Уолша и т.д.; или базис которого зависит от процесса и заранее не известен – Карунена-Лоэва преобразование [3]. Естественно, что количество характерных особенностей, накладывающийся друг на друга, может быть и больше двух. Параллельное разложение в данной работе применяли только для определения границ характерных участков.
Рис. 2. Примеры наложения для характерных участков кривой скорости обезуглероживания: А) двух гармонических составляющих; Б) первой гармонической составляющей и второй негармонической, однако, периодической составляющей; В) и Г) непериодических составляющих, что особенно часто бывает, когда анализируемые процессы работают в нестационарных режимах
Исходный массив данных кривых удельных скоростей обезуглероживания vcуд формировали на основании активного эксперимента на 88 плавках в условиях промышленной эксплуатации 160-ти тонных конвертеров КЦ-1 ОАО «НЛМК». Основной задачей, поставленной перед оператором, управляющим процессом, была минимизация расхождений в алгоритме управления продувкой на соседних плавках. Исходный массив данных характеризуется существенным разбросом дисперсии (см. рис. 1), т.е. существенным отклонением от математического ожидания, что на фоне параллельно развивающихся окислительно-восстановительных реакций (часть из которых является конкурирующими), и наличием целого массива экстремальных состояний, позволяет рассматривать конвертер как сложную, открытую и сильнонеравновесную систему с переменной структурой внутренних связей [4]. Приведение количества наблюдений в массиве кривых Vc уд к единой длине осуществляли путем «растяжения» или «сжатия» отдельных кривых Vc уд до значений в 300 измерений, что соответствует приведенной продолжительности плавки в 15 мин или одному измерению характеристик газового анализа в 3 секунды. Однако, для применения методов параллельного разложения, полученный массив данных должен отвечать обязательному требованию: количество наблюдений должно быть существенно меньше количества опытов. Для выполнения данного требования каждая кривая из массива данных была дополнительно арифметически усреднена с шагом в шесть наблюдений или через каждые 18 секунд времени плавки. Таким образом, подготовленный для параллельного разложения, специальный массив кривых Vc уд был приведен кразмерности 50 (усредненное количество элементов в кривых Vc уд) × 88 (общее количество анализируемых плавок). Характерные участки – отдельные этапы эволюции кривой удельной скорости обезуглероживания, определяемые в процентах от времени плавки. В качестве критерия, определяющего границы характерных участков плавки, использовали Карунена-Лоэва преобразование (КЛ-разложение) [5] специального массива кривых Vc уд. КЛ-разложение служил для выделения из заданного массива данных отдельных подмножеств переменных, коррелирующих между собой, и при этом, в значительной степени, являющимися независимыми от переменных из других подмножеств (т.е. ортогональными друг другу). Данные, выделяемые подмножества переменных, образуют факторы (т.е. собственные вектора КЛ-разложения) [6]. В ходе КЛ-разложения исходный массив данных заменяли набором латентных переменных (т.е. явно не наблюдаемых, скрытых факторов), имеющих различные статистические веса (т.е. собственные значения КЛ-разложения). Отбрасывая переменные с малым статистическим весом, и сохраняя остальные, можно достигнуть многократного сжатия данных. В процессе отбрасывания переменных возникает среднеквадратичное отклонение от оригинала. Особенность КЛ-разложения состоит в том, что из всех линейных преобразований именно оно обеспечивает минимальную величину такого отклонения, путем максимального воспроизведения дисперсии исходных данных [5]. Основная цель КЛ-разложения – четко выделить и дать значимую технологическую интерпретацию факторам с помощью множества исходных переменных, в нашем случае представляющих собой специальный массив кривых Vc. В связи с тем, что распределение специального массива данных кривых Vc уд существенно отличается от нормального, то для аппроксимации такого распределения был осуществлен переход от ортогональных факторов к независимым, которые коррелируют между собой в исходном скалярном произведении. С этой целью вместо одного из методов ортогонального вращения было выполнено косоугольное вращение по методу облимин [6] исходной факторной матрицы (т.е. матрицы собственных векторов расположенных в порядке убывания собственных значений полученных в ходе КЛ-разложения). Данный подход позволил получить «простую структуру» факторной матрицы, облегчающую интерпретацию выделенных факторов. Таким образом, из-за появления корреляций между факторами в ходе выполнения косоугольного поворота, оценивание максимальной величины воспроизведенной дисперсии затруднено и составляет более 75% общей дисперсии. Исходный шаг между характерными участками составляет 2%, что определяется особенностями сформированного специального массива кривых Vc уд, где расстояние между элементами (единичный замер показаний газового анализа) вектора отдельной кривой Vc уд равно 2 % от времени плавки, что, как было указанно выше, составляет 18 секунд времени плавки. Учитывая высокие скорости протекания реакции окисления углерода, условная вероятность качественных изменений поведения кривой Vc уд во временной диапазон 18 секунд по отношении к приведенному времени плавки в 900 секунд - составляет 2%, что является довольно значимой величиной. С целью снижения влияния данного обстоятельства на качество дальнейшего анализа по методике последовательного разложения, принято решение об уменьшении шага между характерными периодами до 1% от времени плавки путем жесткого закрепления границ характерных участков, в середине ранее выбранного временного диапазона. В ходе КЛ-разложения специального массива кривых Vc уд, выделены шесть факторов, которые представляют собой различные этапы эволюции плавки. 1. Этап разгона плавки (0-11% от общего времени плавки) начинается с момента открытия отсечного клапана (т.е. зажигания плавки) и характеризуется стадией наведения первичного жидкоподвижного шлака и активным окислением Si, Mn и Fe (рис.3). Фурма находится в положении «мягкой» продувки, интенсивность продувки низкая, в полость конвертера подают первую порцию извести. 2. Переходный этап I между периодом разгона и периодом квазистационарного уровня удельной скорости обезуглероживания (12-17%) характеризуется окончанием стадии первичного наведения шлака, резким снижением скорости окисления Fe и постепенным увеличением скорости окисления С на фоне снижения активности окисления Si и Mn (см. рис.3). Происходит опускание фурмы до рабочего положения, интенсивность продувки повышается, подаётся основная порция извести. 3. Завершающий этап разгона плавки (18-39%) характеризуется окончанием стадии наведения основного шлака, резким увеличением скорости окисления С в связи с завершением стадии окисления Si, Mn. Фурма в рабочем положении, интенсивность продувки в максимальном режиме. Начало стадии применения некоторых управленческих воздействий со стороны оператора плавки (присадки сыпучих материалов, изменения высоты фурмы и интенсивности продувки). 4. Этап активного горения углерода (40-75%) характеризуется достижением квазистационарного уровня удельной скорости обезуглероживания с активным применением управленческих воздействий со стороны оператора плавки (присадки сыпучих материалов, изменения высоты фурмы и интенсивности продувки и т.д.) для корректировки общего хода плавки и достижения заданных значений выходных параметров плавки (температура и химический состав стали на повалке). 5. Переходный этап IIмежду периодом квазистационарного уровня скорости обезуглероживания и окончанием продувки (76-89%), окончание этапа характеризуется резким снижением скорости окисления углерода при достижении его концентрации в ванне < 0,3 %, при этом снижение происходит по экспоненциальной зависимости [7]. Начало стадии вторичного активного окисления Fe. 6. Этап окончания плавки (90-100%), характеризуется степенью управленческой деятельности оператора-дистрибутора, именно действие этого фактора определяет момент окончания продувки и, как правило, влияет на значения конечной температуре и % содержания углерода в стали на момент первой повалки конвертера.
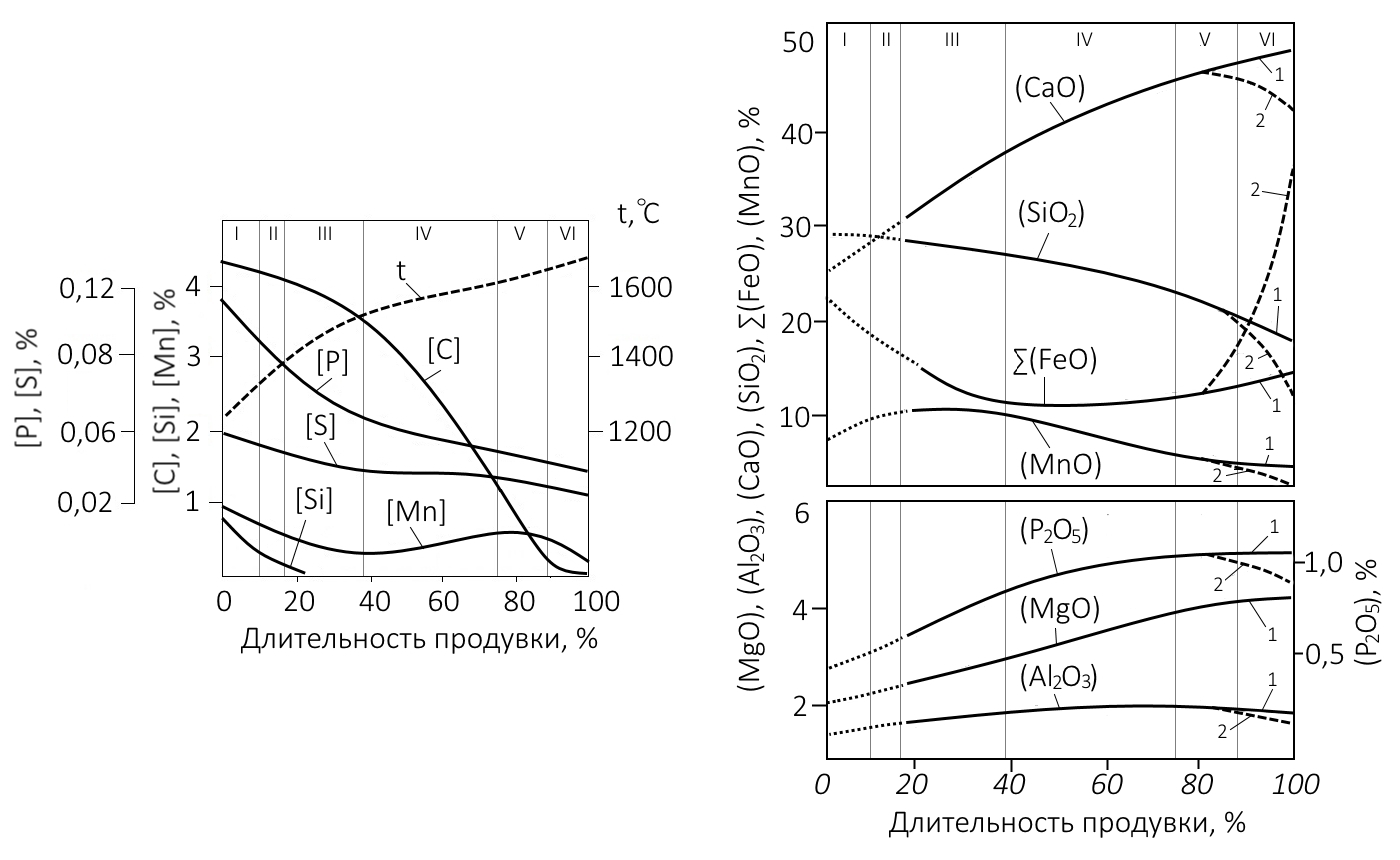
Рис. 3. Пример изменения концентраций основных химических элементов чугуна и состава шлака при окончании плавки на содержании углерода > 0,1% (1) и на содержании углерода ≤ 0,05% (2) на различных этапах плавки, определенных по методу КЛ-разложения
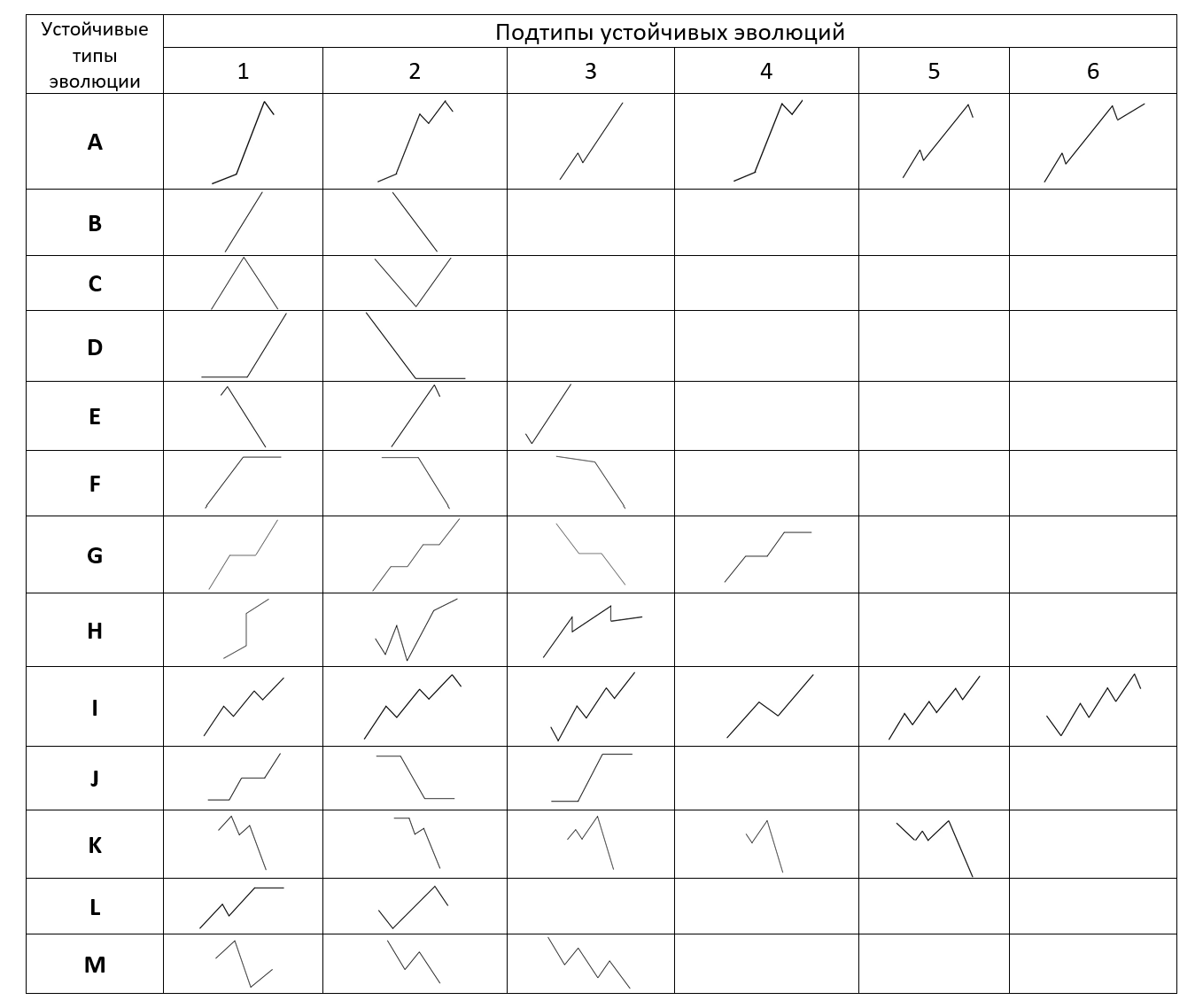
Методика последовательного разложения анализируемого исходного массива кривых Vc уд основана на выделении характерных участков для каждой плавки, границы которых определены по методу КЛ-преобразования (параллельное разложение). Для классификации различных типов эволюций кривых vcуд, применяли мультипликативную аппроксимацию [8] кривых характерных участков – ломаными линиями (табл.1-3). Их внешний вид сформирован на основании применения к характерному периоду плавки расчета простой (SMA) и взвешенной (WMA) скользящей средней с периодом в десять измерений. Данная методика впервые применена для анализа металлургических процессов.
Таблица 1. Простейшие ломаные линии, аппроксимирующие устойчивые типы и подтипы эволюций удельной кривой скорости обезуглероживания Таблица 2. Аномальные ломаные линии, аппроксимирующие нестандартные типы эволюций удельной кривой скорости обезуглероживания
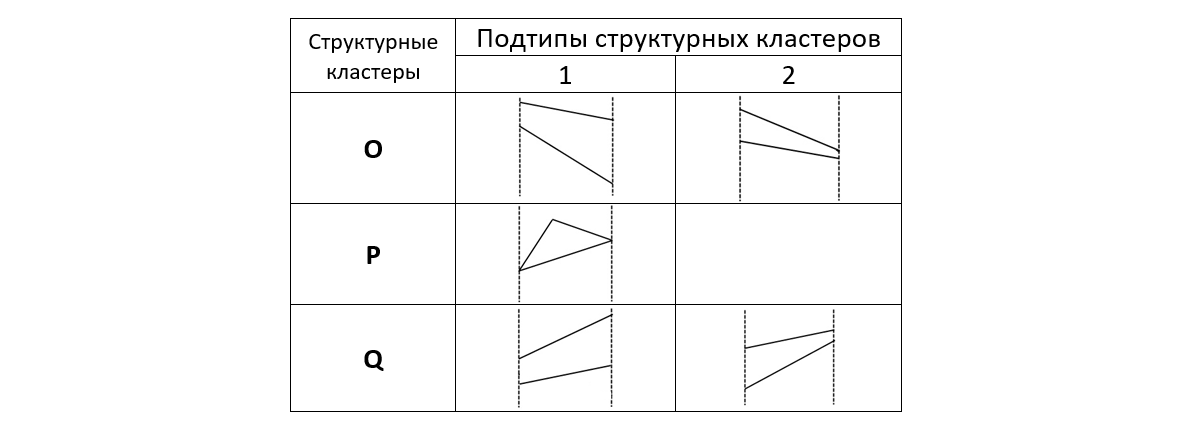
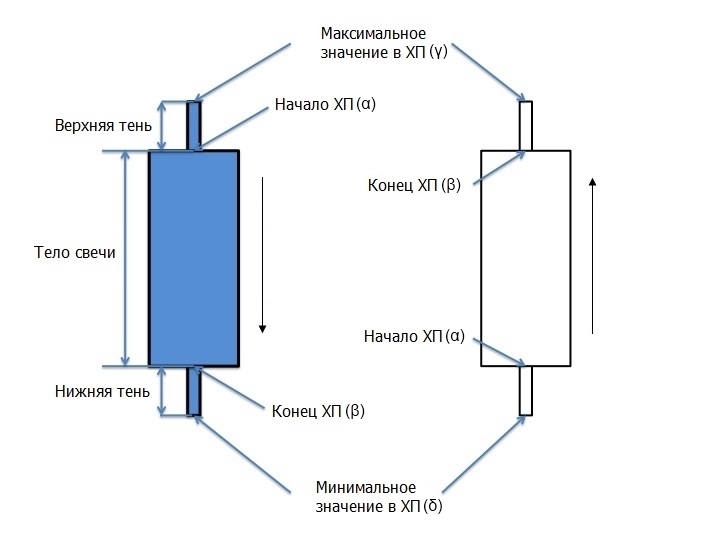
Таблица 3. Структурные кластеры, формирующие на этапе достижения системой квазистационарного этапа эволюции кривой удельной скорости обезуглероживания Для определения качественных и количественных свойств выделенных характерных периодов, были введены весовые коэффициенты и их дополнительное графическое изображение, выполненное с использованием технического индикатора – «японских свеч» [9]. Такой индикатор широко используют как биржевой параметр для анализа поведения цены за определенный период времени; применительно к металлургическим процессам применен впервые. Внешний вид индикатора «японские свечи» добавляет новое измерение и цвет для набора числовых значений весового коэффициента, там самым - расширяя инструменты оценки поведения конвертерной ванны по ходу ее продувки кислородом. Сегмент штриха, который показывает диапазон между точками начала (α) и окончания (β) характерного периода, является «телом» свечи, а его максимальные (γ) и минимальные (δ) значения представляют собой верхнюю и нижнюю «тень» свечи. Цвет тела указывает на восходящий (белый) или ниспадающий (темный) тренд характерного периода (рис.4). Значения параметров весовых коэффициентов измеряются в том же масштабе и в тех же единицах, что и удельная скорость обезуглероживания.
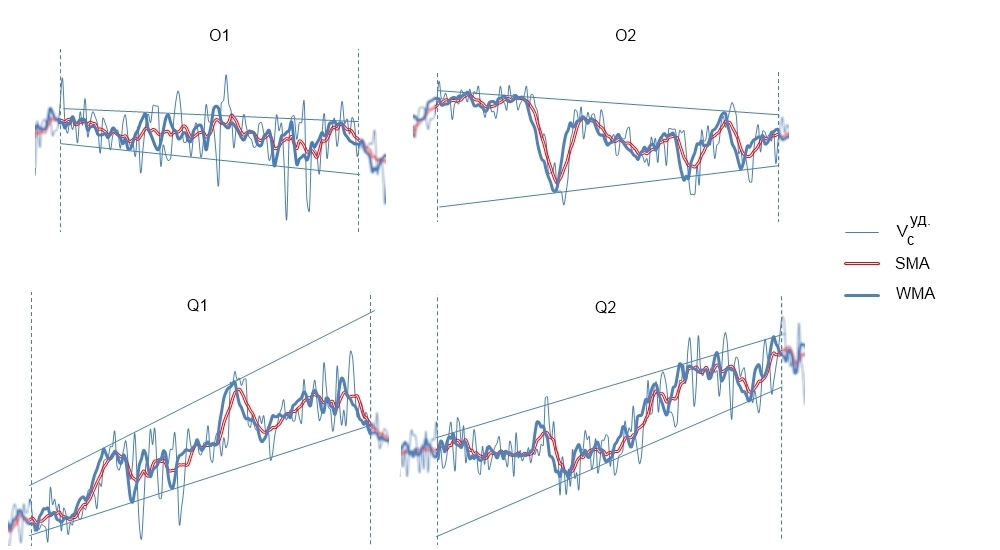
Применение данного метода позволяет сравнивать различные плавки, а найденные закономерности – отожествлять с конкретными технологическими ситуациями [10], что оказывается весьма полезным при анализе протекающих процессов, особенно при изучении их поведения в предаварийных и аварийных ситуациях [11]. Такой подход называют «языком кривых» [12, 13]. Именно таким языком написано большинство технологических инструкций, касающихся управления технологическими процессами в металлургии [14]. Выявленные типы эволюции характерных участков кривых Vc уд поделены на следующие группы. 1. Устойчивые типы и подтипы эволюций (см. табл. 1) – простейшие и наиболее распространенные типы и подтипы ломаных линий, встречающиеся во всем анализируемом исходном массиве кривых Vc уд. 2. Аномальные типы эволюций (см. табл. 2) – нестандартные (не типовые) типы ломаных линий, редко встречающиеся в анализируемом исходном массиве кривых Vc уд. Представляют собой различные формы объединения устойчивых типов эволюций (простейших ломаных) на кривых Vc уд в сложные многосоставные формации. В анализируемом исходном массиве кривых vcуд данные типы эволюций встречаются всего 8 раз или в 2% случаев. 3. Структурные кластеры (см. табл. 3) – трендовые типы эволюций кривых Vc уд, образующие замкнутые геометрические формы: каналы и треугольники. По причине того, что этап достижения системой квазистационарного уровня удельной скорости обезуглероживания характеризуется наибольшей продолжительностью (35% от общего времени плавки), использование простейших ломаных линий для классификации всего многообразия форм эволюций кривых vcуд существенно затруднено. Участки кривой Vc уд разделяются на восходящие и ниспадающие каналы, при этом каждый канал по виду поведения разделяется на расширяющиеся, сужающиеся и треугольные фигуры. При анализе кривой Vc уд на этом этапе плавки предложен переход от простейших ломаных линий к структурным кластерам, которые сформированы по приведенным ниже правилам. Правила формирования структурных кластеров сводятся к следующему. А) Кластер в виде канала (рис. 5) образуют два и более последовательно формирующихся локальных максимумов и минимумов (пиков) кривой vcуд с наличием четко выраженного общего тренда эволюции, при этом линии повышательного тренда соединяет последовательность минимумов (Q1, Q2), а линии понижательного тренда соединяют последовательность максимумов (O1, O2). Дополнительные линии, формирующие подтип канала (фигуру), соединяют вышестоящую последовательность из локальных максимумов в случае повышательного тренда и нижестоящую последовательность из локальных минимумов в случае понижающего тренда. Начало и окончание структурного кластера соответствуют границам характерного периода:
Рис. 5. Примеры внешнего вида структурных кластеров типов O и Q с расширяющимися (1) и сужающимися (2) подтипами эволюций
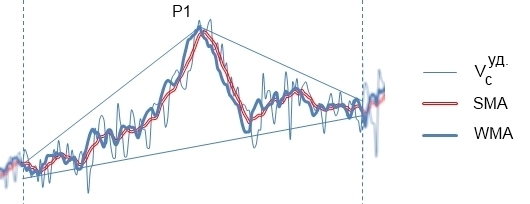
Б) Кластер в виде треугольника (рис.6) формируется при наличии «доминирующего» максимума, образующегося в процессе эволюции кривой Vc уд в рамках характерного периода, и меняющего подтип эволюции с расширяющегося на сужающийся канал. При этом общее направление вектора эволюции канала остается без изменений. Начало и окончание структурного кластера соответствуют границам характерного периода.
Рис. 6. Пример внешнего вида структурного кластера типа P
Аномальные типы эволюций, структурные кластеры и иные формы эволюций кривой vcуд, отличные от простейших ломаных линий, приведенных в таблице 1, свидетельствуют о достижении системой области с наличием точки или каскада бифуркаций. Прохождение системы через такие области приводит к последующей качественной смене установившегося режима работы системы при малом изменении управляющих воздействий (высота фурмы, интенсивность расхода кислорода). С учетом принятых обозначений любую плавку можно записать в виде технологической фразы – индивидуальной последовательности характерных участков кривой Vc уд с определенными значениями соответствующих весовых коэффициентов. Технологическая фраза представляет собой следующую запись: An (α, β , γ, δ) … Qn (α, β , γ, δ), в которой An , … Qn обозначаютпериоды плавки; α, β , γ, δ – значения весовых коэффициентов. Графический вид технологической фразы с применением индикатора «японская свеча», изображенная в масштабе и координатных осях графика кривой Vc уд имеет вид: Следует заметить, что индивидуальный вид технологической фразы зависит от последовательности расположения характерных участков на кривой Vc уд. Например, общая технологическая фраза для плавки, кривая Vc уд которой приведенной на рис. 7, может быть записана в следующем виде:
Рис. 7. Кривая удельной скорости обезуглероживания одной из 88 плавок исходного массива данных с графиком управляющих воздействий (положение фурмы и интенсивность продувки), характерными участками и графической формы технологической фразы
Выводы:
1. Разработаны, ранее не применяемые в металлургии, методики анализа поведения кислородно-конвертерной плавки на основе параллельного и последовательного разложения кривых газового анализа, преобразованных в кривые удельной скорости обезуглероживания. Исходный массив данных таких кривых сформирован на основании анализа 88 плавок, выполненных в условиях промышленной эксплуатации 160-ти тонных конвертеров КЦ-1 ОАО «НЛМК». 2. Методом Карунена-Лоэва преобразования выделены и интерпретированы факторы, определяющие этапы эволюции кривой скорости обезуглероживания, а также определены границы характерных участков этой кривой и этапов плавки. С использованием метода мультипликативной аппроксимации определены все встречающиеся типы характерных участков плавки с их последующей классификацией и описанием правил формирования различных видов структурных кластеров. 3. Сформированы понятия качественных свойств характерных участков удельной скорости обезуглероживания на основе их весовых коэффициентов. Введено понятие и адаптировано применительно к металлургическим процессам использование биржевого технического индикатора «японская свеча» для визуализации весовых коэффициентов характерных участков удельной скорости обезуглероживания. В соответствии с подходом «языка кривых» введены понятия общего и графического вида технологической фразы плавки. 4. Предложенные методики последовательного и параллельного разложения кривой удельной скорости обезуглероживания открывают возможность для исследования качественных характеристик общего хода плавки с выделением информативных признаков, что позволит расширить области будущих исследований и получить новые, ранее не известные данные с последующим их применением на практике.
Список литературы
1. Туркенич Д.И. Управление плавкой стали в конвертере. М.: Металлургия, 1971, 360 с. 2. Кисилева Т.В., Бурков В.Н., Руденкова Е.Г., Зинченко В.И. Структурный анализ временных последовательных данных: Монография/ ГОУВПО «СибГИУ». Новокузнецк, СибГИУ, 2004, 139 с. 3. В.Х. Каипов, А.А. Селюгин, С.А. Дубровский. Методы обработки данных в системах с нечеткой информацией. КиргССР. Фрунзе: Илим, 1988, 187 с. 4. Клейн А.М., Смирнов Л.А. Предотвращение выбросов при выплавке стали в 250-т конвертерах// Сталь. 1975. №3. С.215-218 5. Иберла К. Факторный анализ. Пер. с нем. В.М. Ивановой; Предисловие А.М. Дуброва. - М.: Статистика, 1980 - 398 с. 6. Митина О.В., Михайловская И.Б. Факторный анализ для психологов. М.: Учебно-методический коллектор Психология, 2001,169 с. 7. С.В.Колпаков, Р.В.Старов, В.В.Смоткий и др.// Под общей ред. С.В.Колпакова. Технология производства стали в современных конвертерных цехах. М.: Машиностроение, 1991, 464 с. 8. Чертов А.Д. Применение систем искусственного интеллекта в металлургической промышленности (обзор). ЦНИИЧермет. «Металлург», 2003, №7, с. 32-37. 9. Технический анализ фьючерсных рынков: Теория и практика/ Джон Дж. Мерфи; Пер. с анг. М.: Альпина Паблишерз, 2011, 610 с. 10. Самарский А. А., Михайлов А. П. Математическое моделирование. Идеи. Методы. Примеры. – 2-е изд., испр. М.: Физматлит, 2001, 320 с. 11. Цимбал В.П. Математическое моделирование металлургических процессов. М.: Металлургия, 1986, 204 с. 12. Явойский В.И., Кряковский Ю.В., Григорьев В.П., Нечкин Ю.М., Кравченко В.Ф., Бородин Д.И. Металлургия стали: учебник для вузов. М.: Металлургия, 1983, 584 с. 13. Баптизманский В.И., Зубарев А.Г. Вопросы развития и совершенствования кислородно-конвертерного процесса // Изв. вузов. Черная металлургия. 1986. №4. С.24-31 14. Бигеев A.M., Бигеев В.А. Металлургия стали. Теория и технология выплавки стали. Учебник для ВУЗов, 3-е изд. перераб. и доп. Магнитогорск:МГТУ, 2000, 544с.